


Our Products

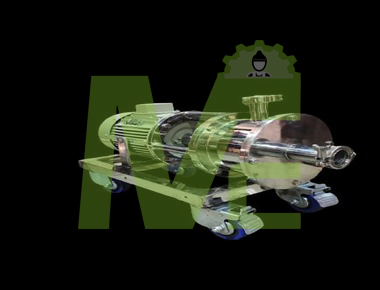
Centrifugal Pump
Our centrifugal pumps are engineered for high-efficiency fluid transfer, ideal for industrial and commercial applications with reliable performance.
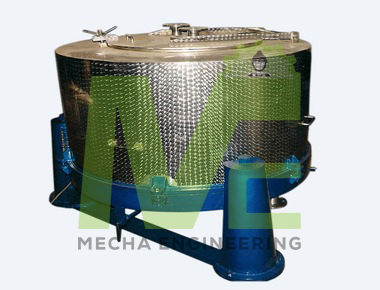
Centrifuge
Robust and reliable, our centrifuges offer high-speed separation for chemical, pharmaceutical, and food processing industries.
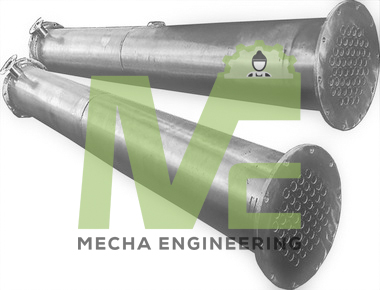
Heat Exchanger
Designed for optimal heat transfer, our heat exchangers improve energy efficiency across HVAC, chemical, and process industries.

Herbal Extraction Pilot Plant
Engineered for efficient herbal processing, this pilot plant enables precise extraction of active compounds for pharmaceutical and nutraceutical use.

Storage Tank
Designed for hygienic and safe transportation, our storage tankers maintain optimal temperature and freshness during long hauls.
Inline Homogeniser
Our inline homogenisers deliver consistent particle size reduction, perfect for emulsification in food, pharma, and cosmetic production.
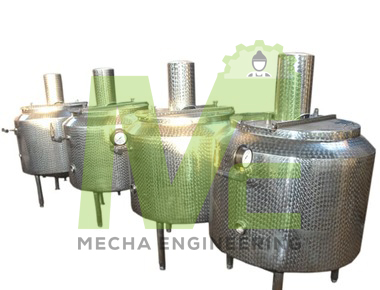
Jacketed Kettles
Engineered for controlled heating and mixing, these kettles are ideal for food, chemical, and dairy processing applications.
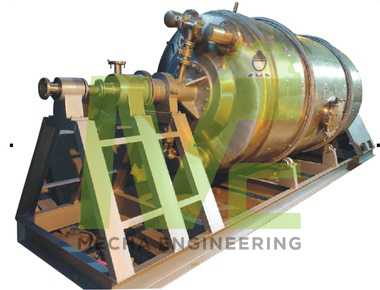
Rotary Extractor
Built for large-scale operations, this extractor ensures efficient solvent recovery and high-yield solid-liquid extraction.

Multi Mill
Versatile in application, our multi mill ensures efficient particle size reduction for pharmaceuticals, food, and chemical industries

Ribbon Blender
Perfect for uniform mixing, our ribbon blenders handle dry powders and bulk materials in food, pharma, and chemical production.

SS Radiator
Crafted from stainless steel, our radiators offer efficient thermal exchange, durability, and corrosion resistance in industrial environments.

Vacuum Tray Dryer
Engineered for moisture-sensitive products, this dryer ensures uniform drying under vacuum with maximum energy efficiency.

Distillation Reactor
Ideal for chemical and pharma processing, our vessels are built for safe, high-pressure, and temperature-controlled reactions.

Vibro Shifter
Our vibro shifter ensures efficient particle separation and grading, ideal for pharmaceuticals, food, and chemical industries.